Share
Pin
Tweet
Send
Share
Send

Всі ці фактори змушують народних умільців при виникненні необхідності в такому інструменті шукати самостійні шляхи їх виготовлення. Особливо часто в них потребують ті, хто займається ремонтом автомобілів, мотоциклів та інших транспортних засобів.
За допомогою простих кульових фрез розточуються, наприклад, канали в голівках блоків циліндрів двигунів при їх ремонті. Практично також тільки вони можуть якісно і точно обробляти криволінійні канали. Жоден інший тип фрез для подібних робіт не годиться. В якості приводу кульової фрези власного виготовленні можна використовувати звичайну електричну дриль.
Кульову фрезу (шарошку, бор-фрезу) можна виготовити з кульки відповідного діаметру від шарикопідшипника або з кульової опори рульового управління або підвіски автомобіля. На виготовлення цих деталей йдуть тверді стали, тому і фрези з них будуть мати гарні ріжучими властивостями.
Виберемо в якості заготовки кулька від підшипника діаметром 33 мм. Що нам може знадобитися для виготовлення шарошки?
Інструменти і матеріали
Можна обійтися мінімумом інструментів:
- Болгаркою з відрізним і обточувальні диском.
- Зварювальним апаратом.
- Лещатами по металу.
- Штангенциркулем і маркером.
Набір необхідних матеріалів, з урахуванням перевірки працездатності виготовленої своїми руками бор-фрези, також коротким.
Нам знадобиться:
- Кулька діаметром 33 мм.
- Гайка.
- Оправлення з різьбленням на одному кінці.
- Мотоциклетний блок циліндрів.
Процес виготовлення шарошки
Звичайно, якщо слідувати всім технологічним канонам виготовлення інструменту з загартованого металу, то його слід попередньо відпустити, щоб полегшити наступну механічну обробку. Але для цього знадобитися муфельна піч, якою у нас немає. Через це нам потрібно трохи більше часу, зусиль і зносу нарізної і обточувальні дисків, що не дуже важко, адже ми виготовляємо лише одну кульову фрезу.
Ще раз заміряємо за допомогою штангенциркуля діаметр обраного кульки і переконуємося в тому, що належить зняти з його поверхні шар металу в 0,5 мм. Адже нам потрібна шарошка діаметром 32 мм.

Оправлення можна було б виготовити, просвердливши в кульці глухе отвір, з подальшою нарізкою різьблення. Але це буде не так-то просто зробити, оскільки в такому випадку точно доведеться відпускати метал заготовки, розташовувати спеціальним пристосуванням для утримання кульки при обробці і, звичайно, свердлильним верстатом, якого немає в наявності.

Тому ми зупиняємося на варіанті з привареною гайкою і оправкой, вкручувати в різьбу металовироби. Для цього затискаємо кулька в лещатах і за допомогою зварювального апарату закріплюємо гайку на заготівлі. По завершенні зварювання швидко охолоджуємо отримане з'єднання в воді, щоб запобігти відпустку металу кульки.


Надійно вкручувати оправлення в гайку і закріплюємо її в шпинделі електродрилі або болгарки, які, в свою чергу повинні бути надійно зафіксовані за допомогою струбцин або лещат. Все готово для доведення діаметру кульки до потрібного розміру.

Для цього надаємо обертання шпинделя із закріпленою заготовкою і приступаємо до зніманню металу за допомогою обточувальні диска і болгарки, постійно контролюючи діаметр оброблюваного кулі штангенциркулем.

Отримавши потрібний поперечний розмір (32 мм), припиняємо обробку.
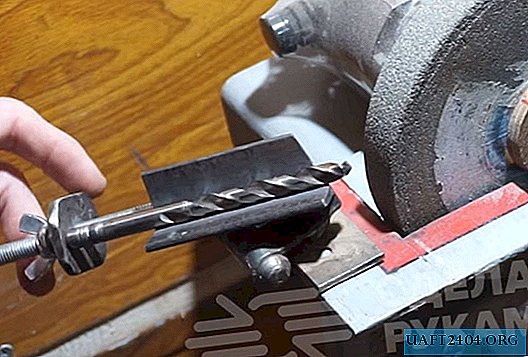
Тепер все готово для формування ріжучих зубів. За хвостовик кріпимо заготовку в лещатах по металу і за допомогою болгарки з відрізним диском приступаємо до виконання поздовжніх пазів, які будуть необхідні для отримання ріжучих крайок.

Виникає питання: скільки зробити проточек? Відповідь однозначна: чим твердіше оброблюваний матеріал, тим їх повинно бути більше. Оскільки нам доведеться відновлювати мотоциклетний блок циліндрів з дюралюмінію, досить виконати 10 пазів, щоб отримати 9 різальних крайок.
За допомогою обточувальні диска видаляємо зайвий метал, щоб отримати трапецеїдальний профіль зубів, спрямованих в бік обертання інструменту. Дана операція - найбільш складна і важлива, тому її потрібно виконувати з усією увагою і ретельністю. Після неї можна вважати, що шарошка повністю готова до призначеної роботі.

Залишається перевірити її в справі на блоці циліндрів від мотоцикла "Урал" або якому-небудь іншому з тими ж розмірами отворів. В процесі роботи фрезу необхідно періодично змащувати маслом. Щоб процес протікав інтенсивніше і без зайвих зусиль на приводі.



Попередження і зауваження
При роботі з кульової фрезою необхідно захищати очі окулярами, а на руки одягати рукавички. Само собою, на болгарки повинен бути захисний кожух. Справа в тому, що при обробці м'яких металів, стружка виходить різною за розміром, яка схильна розлітатися на всі боки і на великі відстані.
Що стосується інструменту, то вигідніше розташовувати ріжучі крайки не поздовжньо до осі обертання, а під кутом. Тоді фреза буде працювати м'якше, продуктивнішим і зменшиться ризик її несанкціонованого закручування.
Щоб виключити тангенціальне биття інструмента, вигідніше зробити шарошку з кульової опори рульового управління авто. Тоді немає необхідності у виготовленні оправлення, адже вона вже є і при це ідеально отцентрирована по відношенню до кулі.
Share
Pin
Tweet
Send
Share
Send