Share
Pin
Tweet
Send
Share
Send

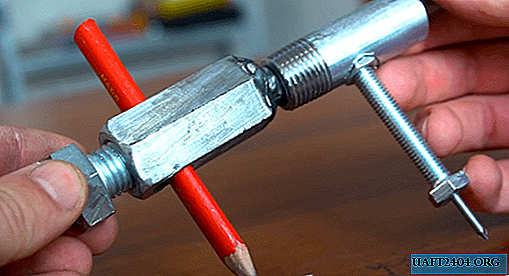
Серед рознімних з'єднань особливо поширені з'єднання. Вони дозволяють при необхідності розібрати вузол на деталі без пошкоджень, а потім знову зібрати їх разом. З цієї причини конструюються і випускаються у великій кількості всілякі різьбонарізні пристосування, як промисловістю, так і численними умільцями.
Нижче розглянуто варіант резьбонарезного верстата на основі електричного двигуна і, закріпленого на його осі, фрикційного нерегульованого приводу у вигляді обрезиненной втулки.
Необхідні речі
Щоб не відволікатися від роботи, слід придбати, знайти і підготувати:
- дві пластини чорного металу розміром 150 × 120 × 20 мм з отвором по центру зверху діаметром 30 мм;
- два сталевих диска діаметром 200 мм, товщиною 10 мм з одностороннім маточиною з зовнішнім діаметром 40 мм і внутрішнім отвором 25+ мм з трьома радіальними отворами з різьбою М8;
- дві мідні або латунні втулки з зовнішнім і внутрішнім діаметром, відповідно 30+ мм і 25+ мм для запресовування в отвори пластин 150 × 120 × 20 мм;
- заготовка для головної осі зі сталі довжиною 400 м і діаметром 25 + мм після обточування;
- два відрізка труби довжиною 100 мм і діаметром: зовнішнім - 40 мм, внутрішнім - 25+ мм;
- два сталевих стержня довжиною 300 мм і діаметром 25 мм (остаточний розмір) з глухим отвором на одному кінці з різьбленням М10;
- одна сталева пластина шириною 180 мм, висотою 150 мм, товщиною 8 мм з трикутної виїмкою в центрі зверху для виходу мітчика і двома отворами по краях знизу під болти М10;
- два сталевих куточка 35 × 35 мм довжиною 150 мм з двома отворами по краях під болт М8;
- два сталевих куточка 35 × 35 мм довжиною 500 мм зі скошеними під 45о торцями;
- то ж довжиною 400 мм;
- лист зі сталі розміром 500 × 400 × 3 мм;
- перемикач електродвигуна;
- патрон цанговий затискної від електричної дрилі;
- металовироби (болти, гайки, шайби на М8 і М10).
Обладнання та інструменти
Для підготовки деталей і збірки резьбонарезного верстата нам знадобиться:
- токарний верстат;
- гриндер;
- лещата слюсарні;
- зварювальний апарат;
- ключі гайкові;
- кернер і молоток;
- маслянка з мастилом;
- рідина для знежирення поверхонь;
- фарба;
- краскопульт і ін.
Процес підготовки деталей і збірки верстата
Деякі деталі повністю готові до збірці, інші вимагають ще деякого доопрацювання.
1. На Гріндер остаточно доводимо (прибираємо задирки, скругляются і шліфуємо) всі грані і поверхні пластин 150 × 120 × 20 мм, які будуть в верстаті виконувати основну силову функцію, надаючи сталість розмірами і необхідну жорсткість системі в цілому.

2. Затискаємо мідні втулки в патрон токарного верстата і доводимо посадковий діаметр до розміру, який гарантовано забезпечить їх закріплення з натягом в призначених для них отворах.
3. Запресовування втулок виробляємо за допомогою слюсарних лещат, домагаючись їх повної посадки в призначені для них отвори, поки плечики втулок НЕ упрутся в поверхню пластин.

4. Встановлюємо заготовку для головної осі верстата на токарний верстат. Щоб забезпечити мінімальне радіальне биття заготовки при обточуванні, знімаємо задню опору токарного верстата і на її місце тимчасово ставимо патрон з центрувальні свердлом і, ввімкнувши станок, виконуємо на торці заготовки поглиблення для задньої опори токарного верстата.

5. Проводимо зовнішню обточування заготовки, контролюючи за допомогою штангенциркуля діаметр, щоб не прослабит майбутню головну вісь. Домігшись заданого розміру, перевіряємо вільне ковзання осі по втулці силовий опори резьбонарезного верстата. Якщо воно недостатнє, включаємо токарний верстат і притираємо втулку до осі.

6. обточувати робочий кінець осі під посадочне місце цангового патрона, знежирюємо його за допомогою відповідної рідини і закріплюємо патрон.

7. Вирівнюємо обточуванням на токарному верстаті поверхні дисків, які будуть взаємодіяти з обрезиненной провідною втулкою, і домагаємося необхідного діаметра отвору в маточині. Точність перевіряємо, вставляючи вісь і, провертаючи її, з одночасним осьовим переміщенням. Ці рухи повинні відбуватися без заїдання і заклинювання.


8. По периметру підстави верстата укладаємо куточки, стикуємося їх в кутах і приварюють між собою і до листа підстави.

9. На один край підстави встановлюємо головну вісь з двома опорами, між якими розташовуються два ведених диска для робочого і холостого ходу. Примірявся напрямні з трубками і електродвигун з насадженої на його вісь фрикционной (обрезиненной) втулкою.

10. Ще раз перевіряємо правильність і точність компонування і за допомогою зварювального апарату приварюють силові опори головної осі до основи верстата. Після цього ще раз перевіряємо свободу обертання осі в опорах і її хід вперед-назад.

11. З зовнішніх сторін лицьової силовий опори в місцях сполучення з підставою врівень з її передньою кромкою приварюють циліндричні направляючі, по яких будуть пересуватися напрямні стрижні.


12. Розмічаємо полки куточків під електродвигун, намічаємо кернером місця отворів для кріплення мотора і свердлимо їх під болти М8. Встановлюємо куточки з закріпленим на них двигуном, вивіряємо точність установки (перпендикулярність осі двигуна до головної осі верстата) і приварюють куточки до основи.
13. Потім знову розбираємо компоновку верстата і фарбуємо деталі, виключаючи взаємодіючі між собою (вісь, втулки, направляючі, робочі поверхні дисків і т. Д.). Даємо фарбі висохнути і приступаємо до остаточної зборки верстата, змащуючи поверхні, що труться машинним маслом.
14. Закріплюємо по вивіреному місця електродвигун, встановлюємо на місце напрямні. Прикручуємо до їх особових торцях панель з прорізом для мітчика. Затягуємо болти кріплення дисків до головної осі від поздовжнього зсуву, злегка притискаючи їх до провідної фрикційної втулці.


15. Збираємо і закриваємо кришку перемикача електродвигуна. Різьбонарізний верстат повністю готовий до роботи.

16. Перевіряємо його працездатність, по черзі нарізаючи різьблення в отворах під М5, М6 і М8, попередньо змащуючи мітчики. При натисканні на опорну поверхню деталлю, в якій свердлиться різьблення, інструмент обертається вправо і нарізає різьбу. При зволіканні деталі з нарізаною різьбою, мітчик починає обертатися вліво і виходить із зачеплення з отриманої різьбленням.



Дивіться докладний відео
Дивіться детальну відеоінструкцію з виготовлення резьбонарезного верстата своїми руками.
Share
Pin
Tweet
Send
Share
Send