Share
Pin
Tweet
Send
Share
Send
Теплову енергію можна отримати, обертаючи одну деталь при нерухомій другий, або обертається в протилежну сторону. Причому деталі одночасно повинні притискатися один до одного з постійною або зростаючою від початку до кінця силою. Процес закінчується осіданням і швидкої зупинкою обертається деталі.

У порівнянні, скажімо, з стикового електрозварюванням, процес, заснований на терті, має ряд експлуатаційних переваг:
- набагато зменшуються енергетичні витрати;
- зварений стик завжди надійний, т. к. залежить тільки від теплофізичних характеристик виробів, що зварюються;
- не потрібна особлива підготовка з'єднується стику, оскільки окалина, іржа, жир і мастило вигорають або видавлюються в грат на початку процесу;
- на якість з'єднання не впливає навіть порушення паралельності заготовок до кутів 6 ± 1 градусів;
- відсутність негативних факторів у вигляді ультрафіолетового випромінювання і шкідливих виділень газів;
- простота технологічної оснастки, легко піддається регламентному обслуговуванню, механізації та автоматизації.
Процес зварювання тертям на токарному верстаті
Сварка сталевих стрижнів

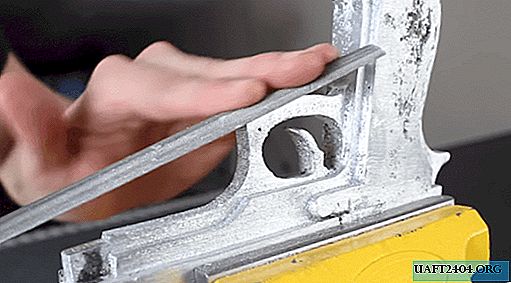
У патроні і бабці верстата затискаємо по металевому прутки, діаметр яких повинен бути більше 3,5 мм, але менше 200 мм. Вони можуть бути обидва сталевими, алюмінієвими, мідними, бронзовими або з різних металів:
- сталі та алюмінію;
- стали і міді;
- алюмінію і бронзи і т. д.

Сполучення матеріалів можуть бути самими різними, навіть не зварюються звичайним способом. Для зварювання тертям в цьому відношенні обмежень не існує.
У нашому випадку пруток в бабці закріплюємо за допомогою трьох болтів, вкручуються в отвори патрона, рівномірно розташованих по колу через 120 градусів. З їх же допомогою здійснюємо центрування щодо прутка, затиснутого в патроні, шляхом затягування або ослаблення того, чи іншого болта.
Підводимо бабку до упору прутків торець в торець і закріплюємо її або утримуємо рукою, щоб в процесі зварювання збільшувати силу притиску, що потрібно за технологією такого способу зварювання.
Включаємо верстат, в результаті чого починає обертатися стрижень, затиснутий в патроні верстата. У нашому випадку стержень, закріплений в бабці нерухомий, але в принципі він може обертатися в протилежну сторону, що скоротило б час процесу.

Скоро ми побачимо кольори мінливості, що почалися в місці контакту стрижнів, і поширюються по ним в протилежні сторони, що є прямою ознакою швидкого розігріву металу в результаті тертя.

Ще через короткий час метал в контактній зоні яскраво засвітиться і почне видавлюватися у вигляді кільцевого освіти за межі габаритів стрижнів. У цьому кільці також буде знаходитися грат: окалина, незгорілих мастило, тверді неметалеві включення і т. Д.
У момент найбільш яскравого світіння місця контакту верстат необхідно різко вимкнути, щоб сталася схоплювання металу двох стрижнів. При цьому, якщо баба не була закріплена, необхідно поступово збільшувати тиск на неї, щоб компенсувати обсяг витісненого металу в зоні контакту і отримати більш міцне і якісне з'єднання.

Дочекавшись припинення світіння (а це є ознака повного схоплювання металу), можна послабити кріпильні болти і відвести бабку. Тепер залишається тільки перевірити якість зварювання тертям.
Для цього знову включаємо верстат і виявляємо невелике биття привареного стрижня - наслідок неточної центрування при установці спочатку. Цей дефект усуваємо шляхом обточування разом з видаленням видавленого грата в зоні контакту.


Більш глибока проточка металу показує, що в зоні зварювання двох стержнів не видно ніяких особливостей. Таке враження, що це не місце контакту двох стержнів, а тіло одного з них.

Проводимо наступний контроль якості зварювання тертям. Затискаємо з'єднані цим способом стрижні в лещата і диском болгарки в зоні контакту виконуємо "поличку", і знову переконуємося в однорідності металу, що також свідчить про якість зварювання.

З'єднання болтів

За допомогою зварювання тертям можна з'єднати головками і болти масового виробництва. Процес нічим не відрізняється від процесу зі стрижнями: один болт затискається в патрон верстата, інший - бабки.

За допомогою останньої болти наводяться в зіткнення головками, і запускається верстат. Також необхідно збільшувати силу притиску і ловити момент зварювання, щоб вчасно вимкнути привід.

Зварюванням тертям можна з'єднати матеріали, які іншими видами важко або зовсім не зварюються: сталь і алюміній, аустенітні стали і перлітні. З її допомогою також легко з'єднуються пластмасові заготовки.
Обчислення і практика використання з'єднання тертям демонструє, що цей спосіб краще підходить для заготовок, діаметр яких лежить в діапазоні 6-100 мм. Сварка стрижнів в діаметрі більше 200 мм невигідна економічно, оскільки процес зажадає велику потужність (0,5 тис. КВт) і осьове зусилля (3 × 106 Н). Чи не вийде цим способом з'єднати прутки, мають діаметр, менше 3,5 мм через необхідність забезпечення більших обертів (200 об.-1) і труднощі визначення моменту відключення приводу.
Share
Pin
Tweet
Send
Share
Send