Share
Pin
Tweet
Send
Share
Send
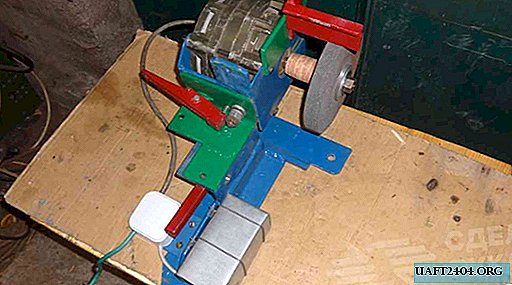
Отримати повноцінний верстат для розкрою листового матеріалу можна навіть на безе звичайної болгарки, що я і продемонструю. Я зробив лінійну направляючу, застосовуючи яку можна проводити розкрій металу, дерева, пластика і навіть керамічної плитки. Вона порівняно недорога у виготовленні, займає мало місця і відрізняється універсальністю.
Витрачені матеріали
Для виготовлення стійки для болгарки з моїм розмірами буде потрібно:
- профільна труба 40х20мм - 0,32 м;
- профільна труба 20х20 мм - 1,38 м;
- профільна труба 15х15 мм - 0,34 м;
- смуга 40 мм - 0,14 м;
- смуга 20 мм - 0,16 м;
- підшипники 100-я серія - 16 шт .;
- болти М10 під шестигранник 75 мм - 8 шт .;
- гайки М10 - 12 шт .;
- шайби 10 мм - 32 шт .;
- довгі гайки М12 - 3 шт .;
- довга гайка М10;
- болт М12 з повним різьбленням 200 мм;
- болти М10 40 мм - 2 шт .;
- болт під шестигранник з повним різьбленням 70 мм;
- заглушки для профілю 20х20 - 6 шт .;
- заглушки для профілю 40х20 - 1 шт .;
- профільна труба 50х50 для направляючої - 2 м або більше.
Виготовлення направляючої і каретки

Спочатку потрібно зробити роликовую каретку для лінійної направляючої. В якості її основи буде застосовуватися профільна труба з перетином 20х20 мм. Будуть потрібні 4 заготовки довжиною по 300 мм.

Тепер потрібно просвердлити наскрізні отвори для майбутнього з'єднання деталей. Їх центри розташовуються за 25 мм від кожного краю профільних труб. Буде потрібно свердло з діаметром 11 мм.

Перевернувши просвітлений профіль на інший бік, і відступивши вже 50 мм, робляться аналогічні наскрізні отвори з кожного боку. Застосовується свердло на 11 мм.
Щоб сховати застосовувані в подальшому при складанні каретки болти наскрізні отвори в заготовках потрібно доробити. Для цього одну стінку кожного профілю потрібно рассверлить, застосовуючи свердло з діаметром 17 мм. Так допрацьовуються всі 16 отворів, що примикають до них інші 16 залишаються недоторканими.

Тепер потрібно зробити плече для закріплення самої болгарки. Для цього застосовується профільна труба 40х20 довжиною 300 мм.

Щоб надалі мати можливість налаштування глибини проходження при розпилі, потрібно ще додатковий регулювальний елемент. Він виготовляється з профільної труби 20х20 мм. Готується відрізок довжиною 160 мм. Його торці зрізаються під кутом 45 градусів. Різати можна на око, оскільки точність не настільки критична.
З профільної труби перерізом 15х15 мм потрібно нарізати невеликі проставки довжиною по 40 мм. Всього буде потрібно 8 шт.

Закінчивши з цими заготовками, прийшов час для їх складання між собою. Як з'єднує петлі буде застосовуватися болт М12 з суцільною різьбленням довжиною 200 мм. На нього накручуються 3 довгі гайки М12.
Закріпивши болти з гайками струбцинами до столу потрібно докласти заготовки з пари профілів 20х20 і одного 40х20. Труби потрібно приварити до гайок.

Із сталевої штаби шириною 40 мм потрібно вирізати 2 заготовки довжиною по 50 мм. За центу ближче до країв набриднений по отвору свердлом 11 мм.

Пластини потрібно прикрутити до редуктора болгарки в штатні отвори, що застосовуються для кріплення ручки. У деяких інструментах дані отвори можуть бути виготовлені під болти М8, що потрібно буде врахувати. Для надійності притискні болти М10 40 мм потрібно оснастити гайками. Болти вкручуються в редуктор крізь пластини і підтискаються гайками.

Потрібно докласти болгарку з пластинками до заготівлі з профілю 40х20 мм і приварити. Після інструмент можна зняти, щоб не нашкодити при вже надійному уварюванні кріплення.

На око трохи відступивши від кріплення пластин уварюється раніше зроблена заготовка з профілю 20х20 довжиною 160 мм. На її вільний торець вариться заглушка з тієї ж смуги, що і кріплення для УШМ. На виступаючому вусі пластини свердлиться отвір, і на нього наварюєш гайка М10. Для посилення конструкції додатково на бік профілю потрібно приварити сталеву смугу довжиною 160 мм, також спиляну під 45 градусів.



Тепер зварювальні роботи повністю завершені і можна приступати до складання. Саме час пофарбувати деталі.


Пора зібрати каретку. Для цього будуть потрібні гвинти М10 під шестигранник довжиною 75 мм. Потрібно стягнути заготовки профільних труб 20х20 мм між собою. При цьому між ними набирається пиріг: шайба, підшипник, шайба, проставка, шайба, підшипник, шайба. Повторивши так ще 7 разів, в результаті виходить готова каретка.


Тепер потрібно зібрати плече для самої болгарки. Вона прикручується до нього за допомогою болтів і притискається гайками. При складанні даного вузла потрібно добре затягувати різьблення, щоб інструмент під час роботи не звільнився.

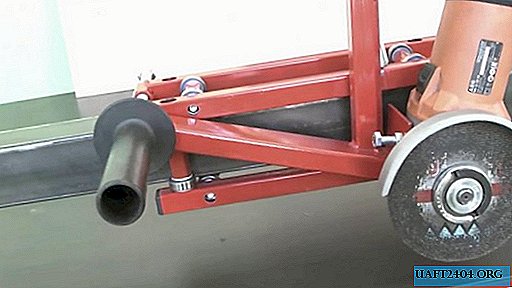
Каретка заводиться на направляючу профільну трубу 50х50 мм, під яку власне і була виготовлена. Залишилося вкрутити довгий болт, приєднавши тим самим плече з болгаркою. Болт потрібно закручувати не до кінця, щоб в довгій гайки плеча залишилося місце для закріплення стандартної ручки від інструменту.

Тепер потрібно поставити механізм регулювання глибини пропила. Для цього в вушко вертикального профілю на плечі болгарки потрібно вкрутити болт М10 довжиною 70 мм під шестигранник з суцільною різьбленням. Оскільки у мене не було металовироби відповідної довжини, я його наростив, застосувавши довгу гайку і контргайку.
Щоб надати конструкції закінчений вигляд не завадить поставити пластикові заглушки в кінці профільних труб.




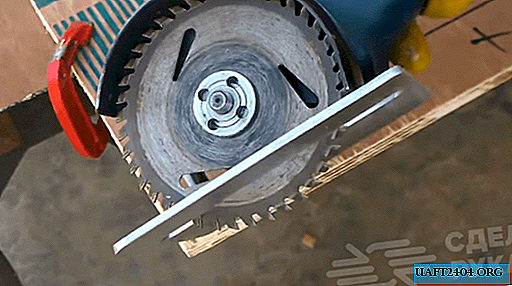
Лінійна направляюча з роликового кареткою повністю готова до застосування. Її висота регулюється підкладкою дерев'яних брусків. Інструмент позиціонується по кромці столу. Заготовки для розпилу притискаються парою слюсарних струбцин. Для зручності можна проводити розкрій в кілька проходів, щоразу додаючи глибину запила.










Share
Pin
Tweet
Send
Share
Send