Share
Pin
Tweet
Send
Share
Send
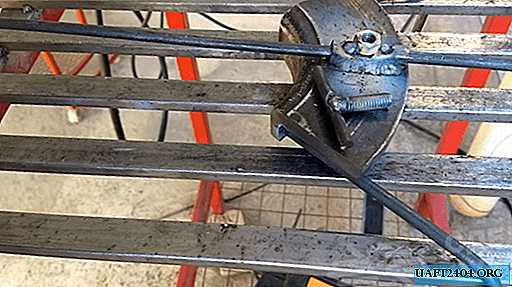
Для прикладу взято корпус від пневмостартера двигуна. До нього потрібно зробити патрубок з різьбою, який потім буде обварюються. Заготівлею виступає труба, зовнішній діаметр якої становить 76 мм. Її початкову чать необхідно зменшити до 70 мм, і нарізати різьбу.

Зменшуємо діаметр труби усадкою
Майстер для початку садовить торцем сталевого різця частина труби до потрібного діаметра 70мм. Контролювати розмір заготовки необхідно штангенциркулем. Груба обробка усадки проводиться на швидкості 630 об / хв.


Вся операція проводиться в кілька проходів.


Труба вмощується і додатково витягується.

Далі рухома каретка з притискної платформою налаштовується під різьбу. Змінюється різець, і настройка верстата. Перед нарізкою різьблення знімається фаска.

Нарізування різьблення буде проводитися на швидкості 400 об / хв. Номінал різьблення: М70 крок 3. Різець для неї обраний стрижневий.

За чотири проходу нарізається повноцінна розрахункова глибина різьблення. У підсумку вийшло 6 ниток різьблення, якраз достатньо для того, щоб закріпити патрубок в оголовке корпусу пневмостартера.
Закінчивши нарізку різьблення, майстер виробляє відрізання заготовки прохідним відігнутим різцем.

Цей момент примітний, оскільки зазвичай для торцювання призначений спеціальний вид різців - відрізний. Переваги його в тому, що він дозволяє зробити це з максимальною точністю. Але в даному випадку вона не важлива, а ось фаска, зроблена прохідним різцем, стане в нагоді для більш міцного зварного шва. Після його можна буде зачистити так, що місця з'єднання не буде і зовсім помітно.

При торцовке метал нагрівається, тому заготівлю під час цієї операції найзручніше чимось підтримати, наприклад, відрізком електрода або прутком, а потім остудити. Як ми всі переконалися, токарно-гвинторізний верстат ДІП-3001М63 прекрасно справляється з подібними завданнями, особливо коли за ним стоять справжні майстри токарного справи.
Share
Pin
Tweet
Send
Share
Send